

Drobne frakcje i nie tylko... Ocena skuteczności procesu przesiewania i klasyfikacji hydraulicznej
Wybrane wskaźniki oceny efektywności procesu klasyfikacji. Skuteczność klasyfikacji
Oceną skuteczności technologicznej procesu klasyfikacji mechanicznej (przesiewania) i hydraulicznej jest obliczenie i ocena wskaźników technologicznych wyników procesu, takich jak jakość i wychody produktów. Wskaźnikami jakości produktów są zawartości w nich określonych klas ziarnowych, a więc w szczególności klasy drobnej (d < dT lub d50) w produkcie dolnym αdd i klasy grubej ( d>dT lub d50) w produkcie górnym αgg oraz, jako ich dopełnienia, zawartości podziarna w produkcie górnym agd i nadziarna w produkcie dolnym adg. Przy czym w klasyfikacji hydraulicznej za produkt górny należy uznać wylew (produkt gruby), a za produkt dolny – przelew (produkt drobny).
W przypadku procesu klasyfikacji sitowej bierze się pod uwagę skuteczność jakościową, ilościową, ogólną, przy czym liczba wzorów określających skuteczność wg K. Sztaby [1] może być powyżej stu, w praktyce przyjęto używać kilku podstawowych wzorów.
Skuteczność technologiczna jakościowa Sj bazuje bezpośrednio na ocenie jakości produktów procesu; na przykład najprostszą ocenę jakościową produktu dolnego daje zawartość w nim klasy drobnej:

a dla produktu górnego zawartość klasy grubej:

gdzie add to procentowa zawartość klasy drobnej w produkcie drobnym, a agd zawartość klasy drobnej w produkcie górnym.
Skuteczność technologiczna ilościowa Si szacuje skuteczność na podstawie ilości materiału poszczególnych klas ziarnowych przechodzących do produktów procesu, zwykle w odniesieniu do sytuacji teoretycznej (optymalnej), np. uzysku ε, czyli stosunku ilości pewnego składnika (klasy ziarnowej) zawartego w produkcie właściwym dla tego składnika do całkowitej ilości tego składnika w nadawie procesu.

gdzie and zawartość klasy drobnej w nadawie.
Uzysk składnika w produkcie niewłaściwym to straty oznaczane symbolem ε’, przy czym ε + ε’= 100%.
Skuteczność technologiczna ogólna SH uwzględnia zarówno jakość produktów, jak i efekty rozdziału ilościowego składników nadawy pomiędzy te produkty. Jej określenie sprowadza się do wzoru Hancocka, który również definiuje sprawność przesiewacza wg wzoru:

oznaczenia jak wcześniej.
Przykładowe wyniki obliczonych skuteczności na podstawie opróbowania pracy przesiewacza zestawiono w tabeli 3. Jak można zauważyć, skuteczność technologiczna obliczona wg Hancocka jest niezadowalająca i w każdym przypadku opróbowania nie przekroczyła 90%. Dla najwyższej wydajności przesiewacza (984 Mg/h) wyniosła zaledwie 72%.
TAB. 3 Zestawienie wyników z obliczeń skuteczności procesu przesiewania na podstawie opróbowania w warunkach przemysłowych [11]
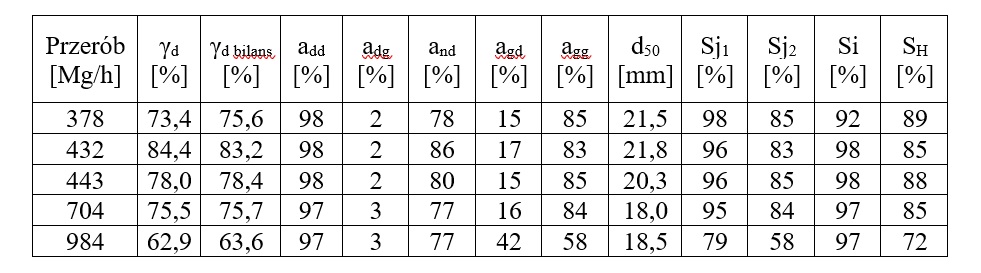
γd – wychód produktu dolnego
add – zawartość ziarn drobnych w produkcie dolnym
adg – zawartość ziarn grubych w produkcie dolnym (nadziarno w produkcie dolnym)
and – zawartość ziarn drobnych w nadawie
agd – zawartość ziarn drobnych w produkcie górnym (podziarno w produkcie górnym)
agg – zawartość ziarn grubych w produkcie górnym
d50 – ziarno podziałowe
Krzywe rozdziału, ziarno podziałowe, dokładność rozdziału
Przy idealnym rozdziale materiału na sitach ziarna charakteryzujące się wielkością, czyli wartością parametru rozdziału mniejszą od zadanej, znajdą się w jednym produkcie, a pozostałe w drugim. W warunkach rzeczywistych rozdział nigdy nie jest idealny i część ziarn trafia do produktu dla siebie niewłaściwego.
Dla analizy wyników procesu klasyfikacji w oparciu o przeprowadzone opróbowanie stosuje się liczby rozdziału i krzywe rozdziału (rys. 4), które służą określeniu ziarna podziałowego d50 oraz wskaźników imperfekcji I i ostrości rozdziału Ep lub współczynnika dokładności rozdziału kr (kr=d25/d75).
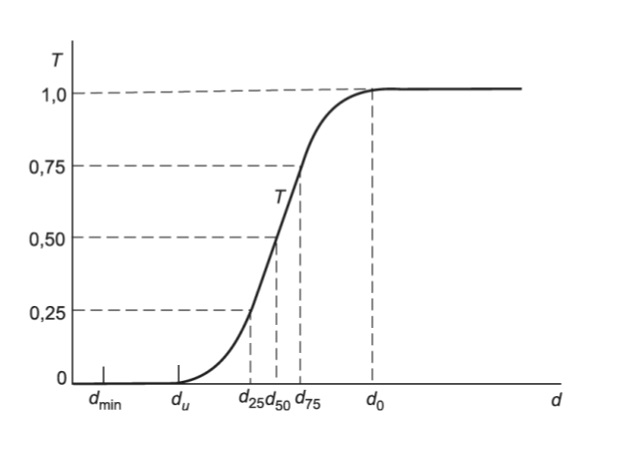
RYS. 4 Krzywa rozdziału T(dśr)
Liczby rozdziału dla klas ziarnowych (frakcji) oblicza się wg formuły:
Liczbę rozdziału oznaczamy jako T(dśr) lub 

a, b, c – odpowiednio masy klas w nadawe, produkcie I i produkcie II, dśr – wartość średnia w klasie.
Jeżeli przez ai, bi, ci oznaczymy udziały i-tych klas w odpowiednich produktach, a przez dśr odpowiadającą im wartość średnią cechy rozdziału i przyjmiemy, że A, B, C są odpowiednio masami nadawy i produktów, to otrzymamy
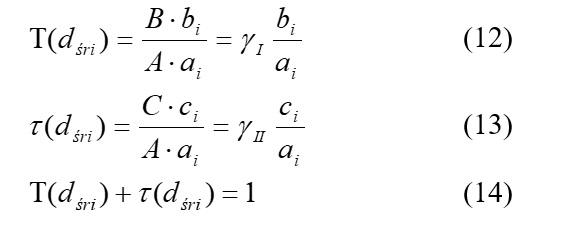
Należy pamiętać, że jeżeli w warunkach laboratoryjnych wykorzystuje się przesiewacz z sitem usytuowanym poziomo o oczkach kwadratowych, to bardzo często dla uproszczenia za ziarno podziałowe d50 przyjmuje się wartość oczka sita dT. Problem ten nabiera dużego znaczenia, jeżeli chcemy obliczyć skuteczności przesiewania dla warunków przemysłowych, zwłaszcza gdy pokład sitowy jest nachylony pod jakimś kątem, a zamiast oczek kwadratowych są inne, np. prostokątne czy kroplowe, lub sita posiadają różne rozmiary. Wówczas należy dla każdej analizy opróbowania odczytywać faktyczne ziarno podziałowe z krzywej rozdziału, które może być dosyć zmienne w zależności od obciążenia przesiewacza i właściwości nadawy.
Ziarno podziałowe d50 to wielkość tych ziarn, które rozdzielają się do produktów rozdziału w równych ilościach, a więc ich prawdopodobieństwa przechodzenia do obu produktów są równe i wynoszą 0,5 (50%). Mimo że w przypadku przesiewania wielkość otworu sita dT wyznacza teoretyczną i przybliżoną granicę między uziarnieniem obu produktów, ograniczone prawdopodobieństwa odsiania (zwłaszcza ziarn o wielkościach zbliżonych do dT) powodują, że granica ta w rzeczywistych procesach prowadzonych na sitach nie bywa nigdy osiągana. Rzeczywistą wartość granicy rozdziału d50 wyznacza się z krzywej rozdziału, jako odciętą punktu krzywej o rzędnej 0,5 (rys. 4).
Drugim ważnym wskaźnikiem otrzymywanym z krzywej rozdziału jest charakterystyka rozproszenia, określająca dokładność rozdziału. Umownie można ją interpretować jako miarę rozproszenia pewnej klasy ziarnowej (np. wąskiej klasy, w której zawiera się wartość d50) wśród sąsiednich klas ziarnowych, co można rozumieć w taki sposób, że ziarna rozpatrywanej klasy zachowują się w procesie przesiewania tak, jakby należały do tych innych, sąsiednich klas. Spośród znanych w statystyce miar rozproszenia najczęściej stosuje się w omawianym przypadku rozproszenie ćwiartkowe (prawdopodobne) Ep:

Rozproszenie prawdopodobne określa szerokość takiego przedziału, zawierającego wartość przeciętną rozkładu d50, że wewnątrz niego znajduje się połowa wszystkich elementów danego zbioru (w tym przypadku ziarn o określonym zachowaniu w trakcie procesu).
Również dla oceny pracy urządzenia stosuje się wskaźnik imperfekcji wyrażany wzorem:

Im mniejsze są wartości tych wskaźników (bliższe zeru), tym rozdział dokładniejszy. Kształt krzywej rozdziału (T) w przypadku przesiewania może być funkcją rodzaju otworów sita, wielkości jego powierzchni użytecznej, wskaźnika prześwitu, częstości i amplitudy drgań rzeszota oraz składu ziarnowego. Natomiast w przypadku klasyfikacji hydraulicznej może być funkcją średnicy dyszy wylewowej, przelewowej, wysokości progu przelewowego, ciśnienia, zawartości części stałych w zawiesinie itp.
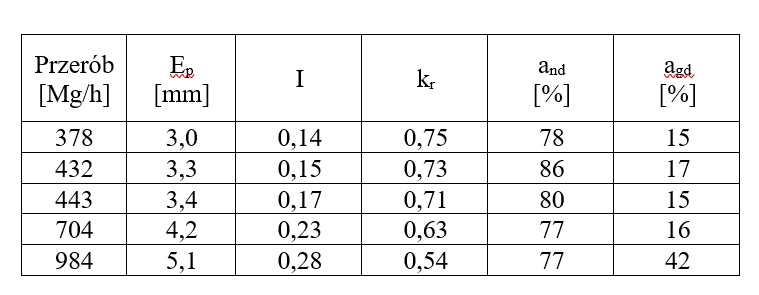
Na podstawie przykładowych wyników z opróbowań przemysłowych przedstawionych w tabeli 4 oraz wykresie (rys. 5) można zauważyć, że na ostrość rozdziału ma wpływ wielkość przerobu nadawy kierowanej do przesiewania. Im większa wydajność, tym mniej dokładniej zachodzi proces rozdziału. Zwykle w warunkach technicznych współczynnik kr nie przekracza 0,72, dlatego proces przesiewania przy wydajności 378 i 432 Mg/h można uznać za bardzo dokładny (najgorzej zachodził przy największym przerobie).
TAB. 4 Zestawienie obliczeń wskaźników imperfekcji I i ostrości rozdziału Ep i współczynnika dokładności rozdziału kr [11]
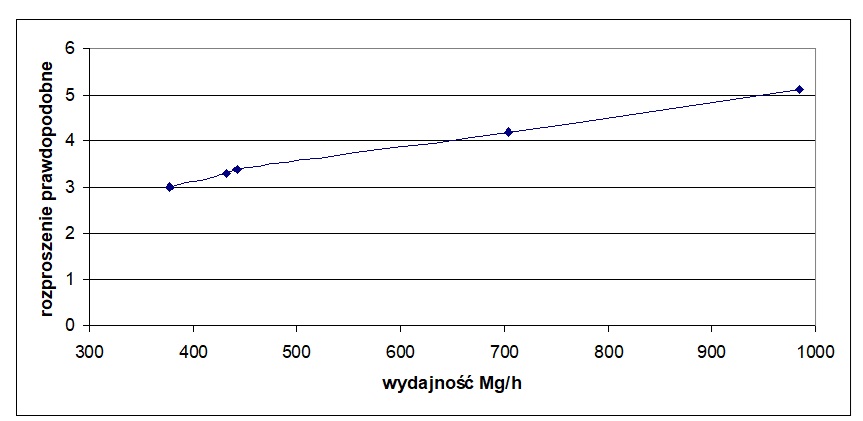
RYS. 5 Zależność rozproszenia prawdopodobnego Ep od wydajności procesu przesiewania [11]

Komentarze